§2.3. Монтаж механического оборудования лифта
Монтаж металлокаркаса шахты. При поэлементной сборке каркас шахты поступает на монтажную площадку в виде отдельных элементов. Монтаж шахты начинают с установки в приямке нижней рамы каркаса шахты и ее выверки. Затем на раму монтируют вертикальные стойки каркаса и скрепляют их поясами. После монтажа каждого пояса делают проверку по уровню. Геометрическую форму и размеры каркаса шахты проверяют путем замера диагоналей в горизонтальной плоскости. На пояса укладывают подмости, с которых ведут дальнейший монтаж шахты. По окончании монтажа шахтных секций производят их окончательную выверку и раскрепление в лестничном проеме. До выполнения постоянного крепления каркас шахты расклинивают деревянными клиньями между маршами лестничной клетки.
Монтаж направляющих кабины и противовеса. Направляющие кабины и противовеса являются основой для монтажа всего оборудования лифта, поэтому точность их установки в соответствии с проектом, определяет качество сборки лифтовой установки. Монтаж направляющих кабины и противовеса начинают с крепления кронштейнов в нишах, с помощью закладных деталей.
Для этого по всей высоте шахты строителями должны быть выполнены ниши с закладными деталями. Приступая к установке опорных элементов кронштейнов, от отвесов для направляющих кабины и противовеса, спущенных с верхнего шаблона, делают несколько контрольных замеров и, убедившись, что база выбрана правильно, устанавливают кронштейны для всей шахты с помощью кондуктора. Кронштейны необходимо раскрепить деревянными клиньями в рабочем положении. Строители по заявке монтажников производят заделку отверстий (ниш) гравием или бетоном. После схватывания и затвердения бетонного слоя опалубку снимают и производят зачистку. На выполненные работы по заделке кронштейнов составляют акт.
При креплении кронштейнов с помощью закладных деталей строители в процессе изготовления шахты устанавливают согласно проекту закладные детали в виде металлических пластин. После установки кронштейна с помощью кондуктора его опорную часть приваривают к закладной детали сплошным монтажным швом.
Установив все кронштейны на одном уровне шахты, переходят на другой и производят работы в такой же последовательности. И так снизу вверх до установки всех кронштейнов согласно проекту.
Закончив крепление кронштейнов, приступают к монтажу направляющих. Все поступающие на монтажную площадку направляющие необходимо осмотреть и проверить их прямолинейность. Искривление не должно превышать 3 мм при длине направляющей 5 м. Направляющие устанавливают таким образом, чтобы боковые рабочие поверхности головок направляющих кабины и перо уголков направляющих противовеса находились попарно в одной вертикальной плоскости. Допустимое отклонение — не более 0,5 мм на высоту боковой рабочей части направляющей; смещение направляющей относительно плоскости их установки — не более 0,5 мм; боковое смещение головок направляющих в местах стыка — не более 0,1 мм с обязательной зачисткой выступа от стыка по длине не менее 100 мм; допустимые отклонения в установке направляющих (по штихмасу) — не более ±1 мм, по вертикали 1 мм на высоту направляющей 5 м (рис. 2.7).
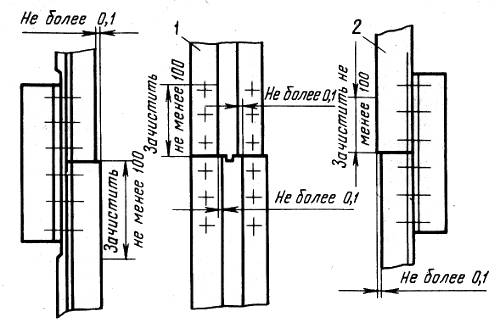
Рис. 2.7. Боковое смещение головок направляющих в местах стыка: 1 — направляющие кабины; 2 — направляющие противовеса
Монтируют направляющие с помощью монтажной лебедки, устанавливаемой на плиту перекрытия, методом наращивания, методом подращивания и комбинированным методом (рис. 2.8). При методе наращивания (рис. 2.8, а) сначала устанавливают нижние отрезки направляющих, а на них — последовательно одна на другую вышележащие отрезки. При методе подращивания (рис. 2.8, б) к тросу монтажной лебедки подвешивают верхний отрезок направляющих, приподнимают ее на высоту, необходимую для присоединения нижележащего отрезка, и так до тех пор, пока не будет собрана вся нитка направляющих. После этого направляющие подводят к деталям крепления и закрепляют. Комбинированный метод (рис. 2.8, в) применяют при большой высоте подъема.
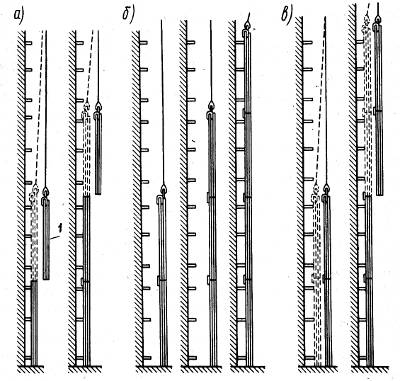
Рис. 2.8. Методы монтажа направляющих: 1 — направляющая
После установки направляющих их выверяют, закрепляют в проектном положении и зачищают стыки. Выверка направляющих производится с помощью специального кондуктора (рис. 2.9), а взаимное положение их проверяется по штихмасу (рис. 2.10).
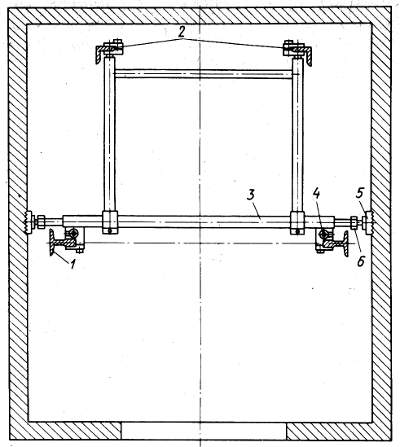
Рис. 2.9. Кондуктор для выверки направляющих: 1 — направляющие кабины; 2 — направляющие противовеса; 3 — кондуктор; 4 — отвес; 5 — упорная плита кондуктора; 6 — распорный болт
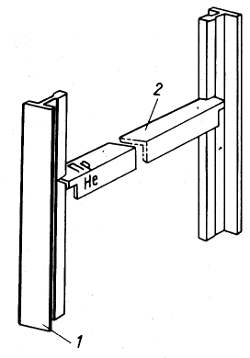
Рис. 2.10. Проверка направляющих по штихмасу: 1 — направляющая; 2 — штихмас; Пр — проходная сторона; Не — непроходная сторона